




使油缸杆运动到终点,往复运动油缸多次将油缸内空气,确定无故障后停机。(4)在杆运动中检查运动速度,并进行调节单项节流阀,调节杆运动速度,此中压头不应有卡滞现象。格栅拱架小导管生产线采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。格栅网架小导管生产线采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存贮、处理、运算、逻辑判断等各种控制机能的实现,处理生成的观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。可实现小导管制作平弯、立弯、自动焊接一体成型。小导管成型机/小导管成型机报道型YNWT-18规格型Φ18总功率:4kw?重量:1100kg外型尺寸(长*宽*高):mm小导管成型机操作注意事项:1.操作人员必须经过培训后。湖北注浆小导管箭头机小导管锥度机
电源电路和电压一但电路出现异常会对冲孔机设备造成不同程度的损害。液压小导管成型机具有可同时弯管、冲孔的功能,免于二次加工,一次成型,操作方便,效率高,同时液压小导管成型机可以通过更换夹具,快速切换成双层模三维数控弯管机。
人们关于液压小导管成型机也就愈发重视,专业的液压小导管成型机不只具备着普通激光冲孔所不具有的独特优势,其使用寿命也优于基本数控冲孔机,这都要得益于工作人员对其的用心保养,那么究竟保养液压小导管成型机的措施都有哪些?保养液压小导管成型机的3大措施。液压小导管成型机送料机构包括旋转电机及穿过旋转电机电机轴的弯管芯,弯管芯的尾端与尾座固连,弯管芯的头部延伸至 移动部件处,弯管芯的头部内安装有冲孔组件,
 <山西>建贸机械设备有限公司
隧道支护机械全网最低价
<山西>建贸机械设备有限公司
隧道支护机械全网最低价
主动轮半径 r
顶轮行程 S
主动轮中心距 A
弯曲外圆半径 R
使用操作简易说明
1、 使用操作注意事项:
(1)在实用前应先按照新产品所提示内容操作如下工作:
a.在减速机内加入40号机械油至标准。
b.泵站油箱内加入46号抗磨液压油。
c.用手转动个运转部件是否灵活。
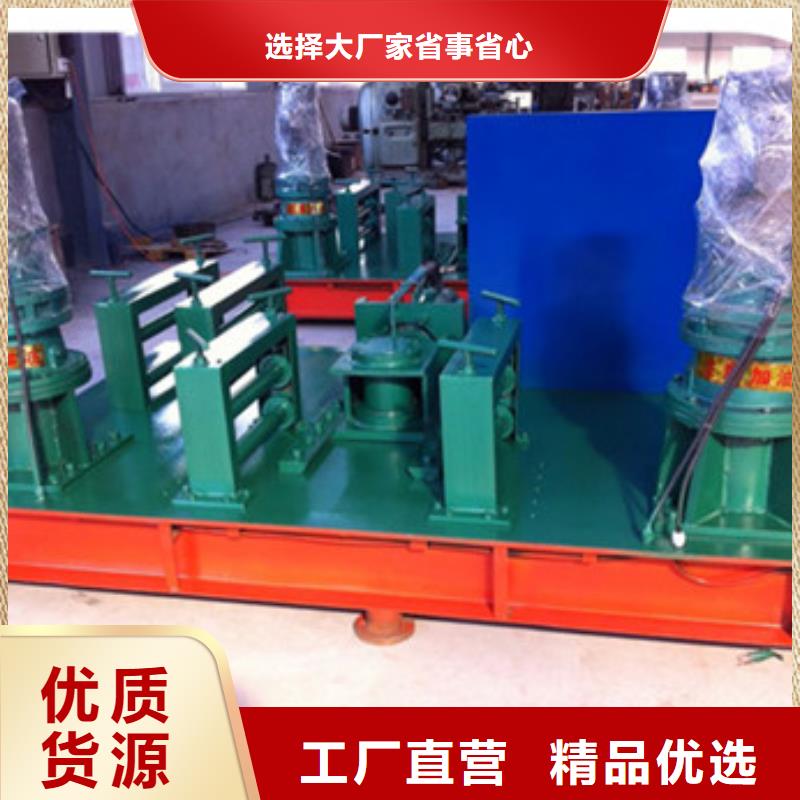
工作原理:把工字钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
使用须知
设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
试机
铜排冲孔机适合加工软材,因为钻孔机钻出来的孔会有毛刺,不平整。钻孔机适合加工硬材,因为铜排冲孔机的冲力往往会使材质不是很好的加工材料产生裂纹。(若板材材质密度很好,也可用铜排冲孔机)。冲孔机的特点:(1)空间要求:冲孔机能—次安装工件后加工多个表面,因此要求夹具能在空间上满足各刀具均有可能接近所有持加工表面。此外,围文承夹具的托板有移动、上托、下沉和旋转等动作,所以夹具也应不与机床有任何干涉。(2)快速重调要求:数控加工可通过快速更换加工程序而变换加工对象。小导管冲孔机优质厂家为减少更换工装的辅助时间和贵重设备等待闲置时间,在更换加工工件时,要求夹具具有快速重调或更换定位夹紧元件的功能。

(5)在使用中活塞杆表面如发现有杂物应及时用干净棉纱擦除,以免拉伤。
(6)紧急制动:在使用过程中如遇到特殊情况,及时按下急停按钮,紧急停机;检查处理。
2、 停机注意事项如下:
(1)停机前必须将工件取出,不得让工件长时间压在机台上。
(2)按下油泵电机停止按钮,点动电磁换向阀按钮将油缸泄压,不要让油缸长时间处于受压状态,以免影响油缸及液压系统使用寿命。
(3)停机后要将机台、顶轮、主动轴等清理干净。
维修保养
1、 新机 次加油运转一周后换新油,并将内部的油污清理干净,以后每个3-6个月更换一次。
2、 在实际运转过程中,当油温超过60°及出现不正常噪音时,应立即停机检查,在正确排除故障后,方可再次投入运转。
3、 新机运行15个工作日后更换液压油。
4、 液压油每年更换一次液压油。
5、 根据使用情况每天给轴承加注油脂。